


人造米生产线中的品质保障体系与双螺杆挤压关键工艺参数解析
更新时间:2026-04-23 10:18:21 点击数:278
一、人造米生产线概述
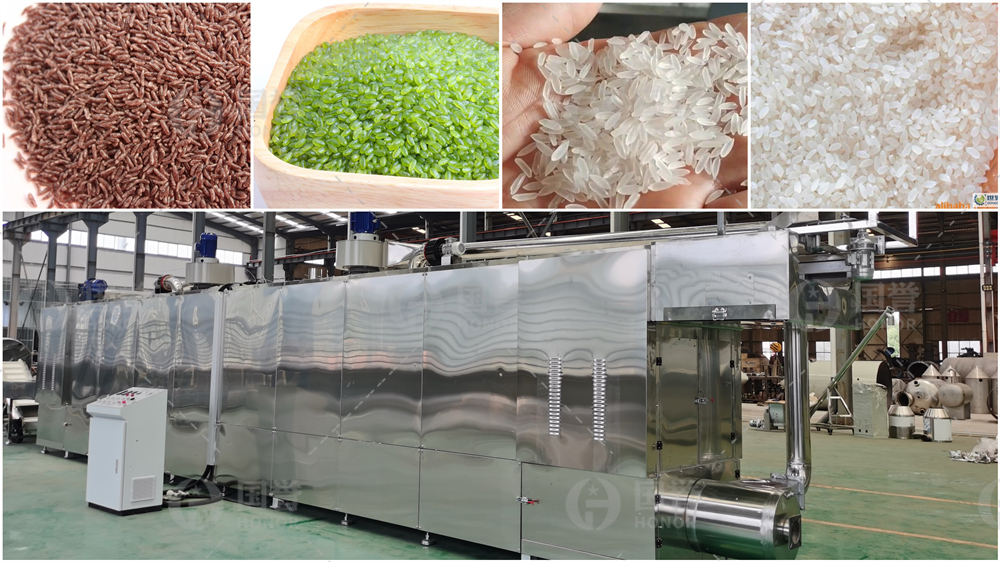
人造米,又称重组米或营养强化米,是以大米粉、碎米、玉米粉等谷物粉为主要原料,通过挤压成型工艺模拟天然大米形态与口感的一类工程食品,同时可根据需要添加维生素、矿物质或膳食纤维进行营养强化。
二、核心工艺参数解析
(一)挤压成型工艺

双螺杆挤压机在挤压过程中,物料温度、扭矩、压强等系统参数均受到加工变量的显著影响,其中螺杆转速和进料水分的影响最为突出。以下是几个关键控制参数:
1.筒体温度分布
通常采用从进料段到模头段逐步升温的设定
进料段温度不宜过高,以免物料提前糊化粘附在螺杆上;
中后段需要使淀粉充分糊化,一般控制在90℃至120℃之间;
模头段温度则根据产品所需的膨化度进行微调。膨化度过高会导致米粒内部气孔过多、质地疏松而不耐煮;膨化度过低则米粒过硬、口感欠佳。
2.物料停留时间
物料在机筒内的停留时间直接影响糊化程度。
停留时间过短,糊化不充分,产品夹生;停留时间过长,则可能导致过度糊化,产品粘性过大。
通过调节螺杆转速和喂料量,可以有效控制停留时间在合理范围内。
3.模头设计与切割
模头的孔径和形状决定了米粒的截面尺寸,通常模头孔为圆形,直径在1.5mm至3mm之间。
挤出后的条状物料需立即切割,切刀转速与挤出速度的配合决定了米粒的长度,切割时若物料温度较高容易粘连,可在模头出口处进行适当冷却或吹风。
(二)干燥工序
刚挤出的湿米粒水分通常在25%至30%之间,需要立即进行干燥,将水分降至12%以下,方能保证储存稳定性和耐煮性。
干燥工序的工艺设定直接影响成品的品质表现:
1.分阶段干燥
建议采用两段式或三段式干燥工艺。
第一阶段温度稍高(60℃至80℃),主要去除表面水分,防止米粒相互粘连;
第二阶段温度降低(40℃至60℃),进行深层脱水,使米粒内部水分缓慢扩散至表面。
如果前期升温过快,米粒表面会快速硬化结壳,内部水分无法顺利排出,导致干燥后表面干而内部湿,储存中极易霉变。
2.干燥均匀性
米粒在干燥机内的停留时间和受热情况需保持一致。
多层带式干燥机可通过翻料装置实现物料翻动,使上下层受热均匀。
干燥过程中应避免局部过热,否则会导致米粒表面开裂或颜色不均。
3.干燥后的冷却
干燥完成后的米粒温度较高,需冷却至接近室温后再进行包装,以防止包装内结露。
冷却过程应温和进行,避免急速冷却导致米粒开裂。
三、山东国誉自动化科技有限公司
山东国誉自动化科技有限公司是一家专业从事食品工程设备研发、生产与销售的企业,主营营养米、人造米生产线等设备。
公司提供涵盖单双螺杆挤出机、多层连续式烤箱等核心设备的整厂工程解决方案。其人造米生产线注重技术创新,采用精密的制造工艺确保产品在生产过程中保持营养成分的完整性和稳定性,产品已成功出口到多个国家和地区。
四、结语
人造米生产线的品质保障,本质上是一个从原料预处理到成品包装的全流程系统工程。
挤压成型与干燥两大工序互为依托,挤压参数决定产品的基础质构,干燥条件则锁定最终的储存性能和口感表现。
只有在精准控制各工艺参数的基础上,建立系统化的品质管控体系,才能产出形态均匀、口感良好、耐煮稳定的人造米产品。